
第7章の1 ボイラー胴と火室の製作
いよいよ難関のボイラー製作にかかります。
ボイラーの製作はすべてロー付けで行ないますので、この出来具合が重要です。
ロー付けをうまく行なうには、私の参考書によると
1.いかに接合箇所の隙間を小さく(0.1mm程度)するかにかかっているようで、
2.そのためには板金仕事をうまく行なうことが大事だそうです。
しかしながら、素人の板金仕事は、誤差が付き物ですから、
3.接合面の少なくとも一方は機械加工により切削することが重要だそうです。
4.さらに銀ローはバーナーで加熱したところに銀ローを手で持っていく「さしロー」はだめで、あらかじめ接合箇所に小さく切った銀ローを置いて、周辺を加熱してローが溶けるまで待つ「置きロー」でなければならないということらしいです。(できるだけ銀ローを直接加熱しないこと)
私はロー付けは素人でしたので、それを踏まえながら今回製作にかかりました。
しかしながら見事に失敗となりました。
失敗の経過を報告します。

1.まずは厚さ0.8mm、幅137mm、長さ197mmの銅板を用意します。
2.胴の中心線をけがいて以後の製作のための基準線とします。
3.安全弁、水入口等のブッシを取り付ける穴用の下穴をセンタドリルであけておきます。
4.ドリルで所定の穴をあけます。

5.直径が43.4mm程度の鉄棒で銅板を丸く曲げていきます。さらに火室部分が入る、長さ68mm、開口幅29mmになるように切込みを入れて成形します。銅板は曲げると硬くなりますので、曲げの途中で焼きなましをする必要があります。形状によっては何回も焼きなましする必要があります。
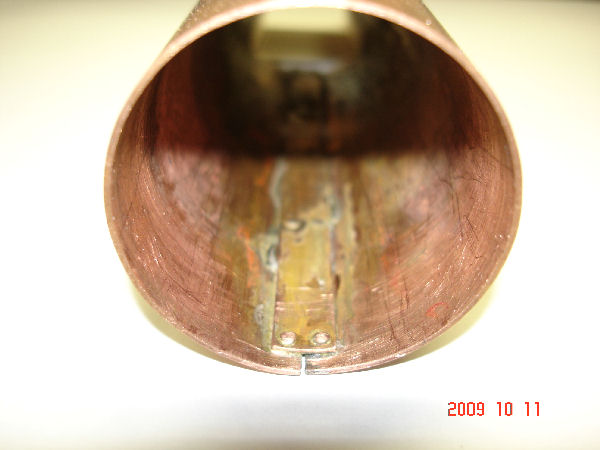
下の写真手前は火室が入る部分です。

さらに内部に銀ローが溶けずに残っているところがありますが、このときは最初「置きロー」で行なったのですが、バーナーの火力が弱く加熱しきれなかったことが原因でしょう。バーナーは十分な火力が出るものを使う必要があり。(失敗2)
この場合は内部に銀ローを置いて、胴の下からバーナーで加熱するのがよいと思われます。また補強用の銅板と胴の重なりの部分にはフラックスを塗ることが大事です。

8.次に火室の製作です。
厚さ0.8mmの銅板を長さ67mm、外幅と深さが29mmになるように内火室と火室管板を作ります。下の写真は火室管板をフランジ加工するところです。銅板の下はフランジを打ち出すための金型です。
写真では焼きなまし前の銅板を挟んでいますが、実際には前もって焼きなましをしておく必要があります。
写真では銅板の上をそのままクランプしていますが、対象物と同じくらいの形状のあて板をあてて挟むほうがよいでしょう。
プラスチックハンマーで型にあわせて叩いていきます。



下の写真がロー付け後の火室と火室管板です。火室管板が銀ローで汚くなっています。このころには「置きロー」をやめて「さしロー」に切り替わっていました。(失敗4)

