第2章の4 連結棒の製作
次に連結棒の製作にかかります。
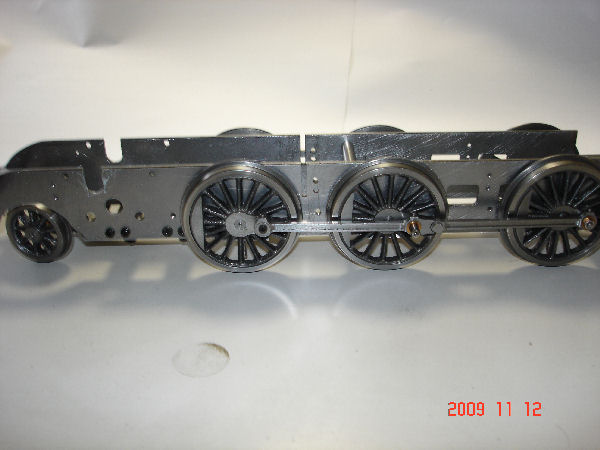
連結棒とは各動輪のクランクシャフト間を結び力を伝える部品です。今回は動輪は3軸ですから、第1第2間と第2第3間の連結棒が必要です。
連結棒の材料は厚さ3mm、幅10mmの鉄角棒が一般に市販されていますので、それを使用します。ブッシ等の摺動部はリン青銅の丸棒から削ります。

それぞれの部品が小さいので、根気よく続けることが大事です。
連結棒は厚さ3mm、幅10mmの材料を全長から少し大きめに切断してから、フライス盤の加工となります。
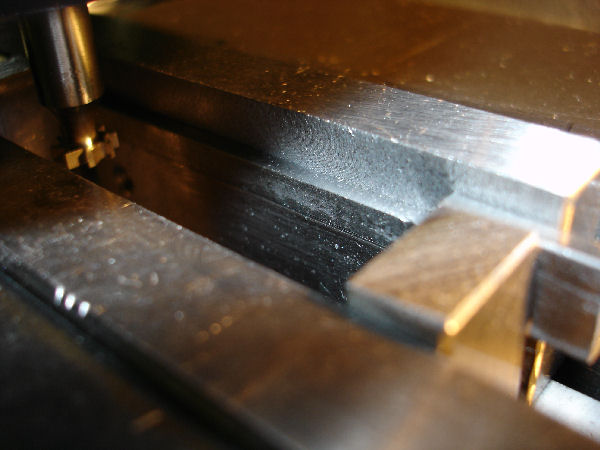
1.最初に連結棒の細くなっている直線部分(正式な名称はわかりません)を6mmのエンドミルの側面で所定の幅(今回は4mm)まで削ります。(連結棒の両端のアール部分と直線部分との境界がR3のため)。アール部との境界は仕上げ代を0.1mm程度残しておきます。
2.第1第2動輪間、第2第3動輪間のそれぞれの連結棒を同じ要領で削ります。
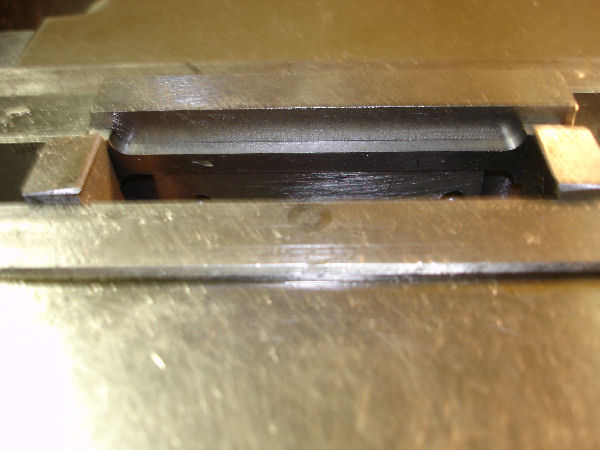
3.次に連結棒の直線部分の正面が若干薄くなっているますが、そこを同じエンドミルで削ります。そのときの写真が下の写真です。非常に狭くて削りにくいですが、バイス、チャック等に接触しないようにエンドミルの側面で削ります。一度に削ると失敗しますので少しずつ削ります。(材料の温度が高くなると、材料が伸びてきて浮いてきますし、なにより加工した表面が汚くなります。)
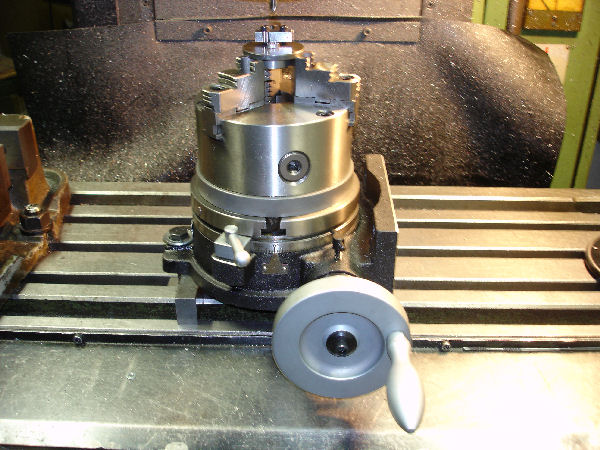
まず前もってクランクピンが入るリーマー用下穴をあけておきます。このときもフライス盤を使い両端の穴の間隔を割り出して、穴をあけます。(この穴の間隔の精度は非常に大事ですからくれぐれも正確に)
6.あけた穴を中心にしてインデックステーブルで慎重にアール部を削っていきます。
8.小物部品(ブッシ、関節ピン、クランクピン、かざり油つぼ)等はベンチレース(小型旋盤)を使い、製作します。完成した部品が下の写真です。左が第1第2間の連結棒(軸間64mm)、右が第2第3間(組み立てた状態で軸間76mm)の連結棒です。
小さいねじは2つの連結棒の関節部を接合する、関節ピンです。頭は六角になっています。