
第2章の1 車輪の仕上げ加工
前回紹介した車輪の鋳物完成品を旋盤加工して仕上げます。今回は記事で紹介されている通り、ヤトイ(機械加工するときに使う特別の補助道具)を使います。

今回使ったヤトイは下の写真のようなものです。
鉄の丸棒を旋盤で削りだして作りました。中心には車軸穴が入る軸があり、先端は車輪固定ナット用ネジが切ってあります。またピンが打ってありますが、これは切削時に車輪が回転するのを防ぐためのものです。これは平行ピンを圧入しています。
左が動輪用、右が先台車、炭水車用です。

車輪の仕上げ加工は以下の手順で行ないました。
1.車輪の裏面の端面とフランジ部をバイトで仕上げます。
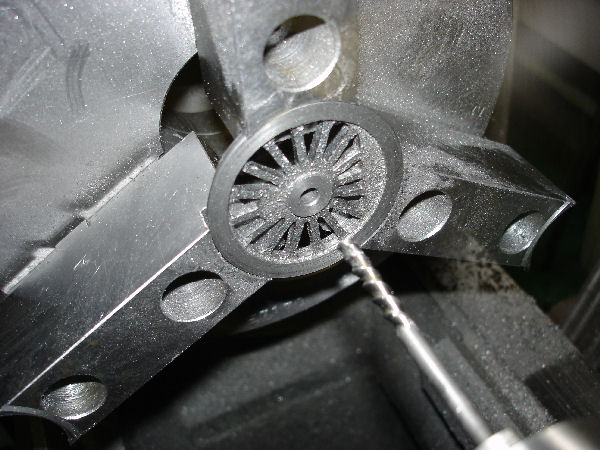
2.車軸用の穴をあけるため、中心にセンタードリルで下穴をあけて、4.8mmドリル、5mmリーマーを通します。6個すべて寸法通りに仕上げます。
1.車輪の裏面の端面とフランジ部をバイトで仕上げます。
2.車軸用の穴をあけるため、中心にセンタードリルで下穴をあけて、4.8mmドリル、5mmリーマーを通します。6個すべて寸法通りに仕上げます。
3.先ほど作ったヤトイをチャックにくわえ、動輪の正面を手前にして、ヤトイの軸に車輪軸穴を通し、ピンがスポークに引っかかるようにして最後まで入れます。最後にヤトイの軸にナットをはめて締め付けます。
4.車輪表面のカウンタウェイト、ボス、踏面を仕上げます。踏面は3°の傾斜をつけます。
4.車輪表面のカウンタウェイト、ボス、踏面を仕上げます。踏面は3°の傾斜をつけます。

5.踏面に傾斜をつけるときは、旋盤の刃物台を3°に傾けてハンドルでバイトを送っていきます。

6.車輪の表面を布ペーパーで磨いて仕上げます。6個すべて仕上げます。
7.最後に車輪をヤトイからはずし、生爪にくわえなおして、ヤトイのナットで削れなかった中心部を仕上げます。生爪とは下の写真のようなもので被削材にあわせて任意の形状に削ることができるチャックの爪のことです。(三つ爪チャックは焼入れしているので削れません)
7.最後に車輪をヤトイからはずし、生爪にくわえなおして、ヤトイのナットで削れなかった中心部を仕上げます。生爪とは下の写真のようなもので被削材にあわせて任意の形状に削ることができるチャックの爪のことです。(三つ爪チャックは焼入れしているので削れません)

8.クランクピンの穴をあけるため、車輪を再度ヤトイにつけてフライス盤のテーブルに設置したインデックステーブルにヤトイをくわえてセンタドリル、リーマー下穴(2.8mm)をあけます。6個すべて加工します。
9.仕上げた車輪のクランクピン穴をハンドリーマーで3mmに仕上げます。
10.動輪の完成です。先台車、炭水車輪も同様の方法で仕上げます。下の写真が加工前と加工後の車輪です。
9.仕上げた車輪のクランクピン穴をハンドリーマーで3mmに仕上げます。
10.動輪の完成です。先台車、炭水車輪も同様の方法で仕上げます。下の写真が加工前と加工後の車輪です。
