
第1章の2 主台わくの製作
主台わくは機関車の土台になりますので、寸法精度を正確に作る必要があります。
以下のような方法で製作しました。組立て工程で問題なく組み立てられましたので、精度的にはOKでしょう。
ところで、記事の図面を見ていると、ネジのピッチが旧JISになっています。歴史を感じさせます。
今回の製作ではすべて新JIS(ISO規格)に置き換えています。

主台わくは機関車の土台になりますので、寸法精度を正確に作る必要があります。
今回は以下の方法により製作しました。
1.1.6mm鉄板を主台わくの外形寸法である35mm×329mmに仕上げます。(左右2枚製作)
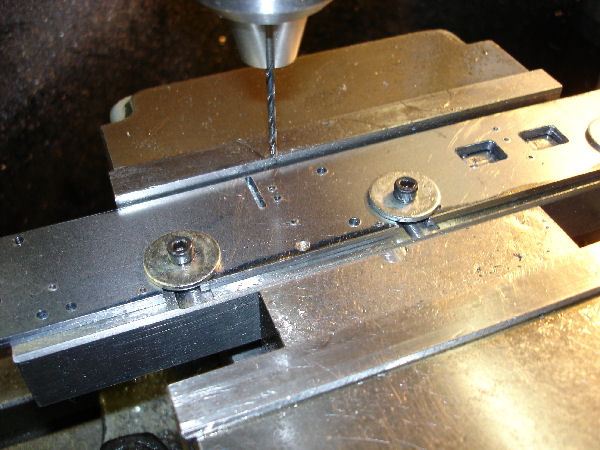
2.2枚重ねて鉄の角材にねじで固定し、フライス盤のバイスにセットします。
このとき、フライス盤のテーブルに鉄板が平行になるように固定用ねじで調整する必要があります。
3.XYテーブルを調整して各穴位置に正確に位置決めして、センタドリルで下穴をあけます。
4.所定の径のドリルにて穴径を仕上げます。
当然のことながら、ネジ穴については、タップの下穴径のドリルで穴をあける必要がありますので注意してください。
5.四角穴や長穴などはエンドミルで少しずつ削っていき、後ほどやすりで仕上げていきます。
いっきに削ると鉄板に無理な力がかかり、浮き上がったり、ひずんでしまう場合があります。
6.ここまでできたら、鉄板をフライス盤からはずし、R部分(下写真参照)やその他細部を手仕事で仕上げます。
7.最後に皿もみが必要なところはして、ネジ穴のところは所定のネジ径のタップをたてます。
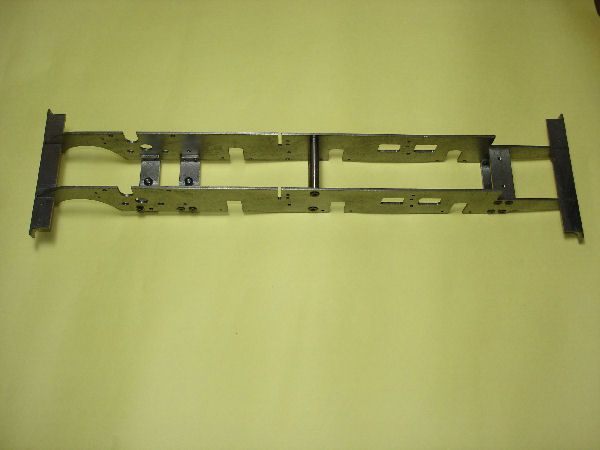
8.前端バリ、後端バリ、横バリ、棒バリ等を製作して組み立てたものが下の写真です。
前端バリ、後端バリ、横バリはすべて鉄の角材からフライス盤で加工しました。
以後の加工でも記事では板金を指定していても、角材からの削りだしが多いです。(私が板金仕事が初心者ですから、精度を出しにくいと思いました。)
9.軸箱モリ控、動輪軸箱を製作します。
軸箱モリ控は鉄角材より削りだしで作りました。
動輪軸箱はΦ12のリン青銅の丸棒をフライス盤のテーブルに固定したインデックステーブルでくわえ、エンドミルで、車軸が通る穴をあけ(本当は旋盤によりドリルとリーマーを使い、あけた方がよいと思います)、両サイドを切り込んで主台わくにはまるように9mm幅とします。
注)エンドミルで穴をあける場合は0.5mmほど削りしろを残して下穴をあけて、それから仕上げのエンドミルで削らないと穴が大きくなったり、削り面がきたなくなります。
インデックステーブルでチャッキングするときは爪に銅板をはさまないと材料にきずがつきます。
フライス盤で加工を終えたら、旋盤で輪切りにします。

10.バネピンと軸箱モリ控えを作って出来上がり。軸箱モリ控えは鉄の角材からフライス盤で削り だしました。
下の写真は左が軸箱モリ控え、右が動輪軸箱です。
