
第2章の2 車軸の切削加工
車輪の仕上加工ができたら、次は車軸の製作です。
材料はS45Cの平行ピンがありましたので、それを使うことにしました。
平行ピンは径と長さのバラエティがあり、ちょっとした加工の材料になりますので便利です。
今回はベンチレースを使って加工しました。ベンチレースとは小型の卓上旋盤のことで、コレットチャックになっていますので、丸棒の加工などは大変便利です。

1.まず平行ピンをコレットで削り代より少し長めにくわえます。車輪の軸穴をリーマーで仕上げましたので、プラス公差になっています。したがって軸のほうは穴に圧入できるようにそれより0.01mmほど大きめに切削します。
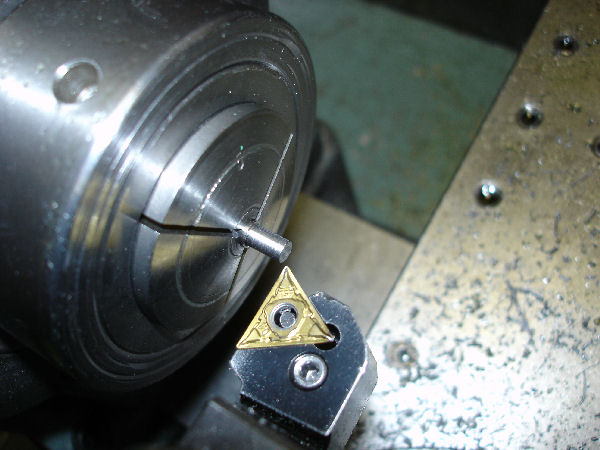
2.径はマイクロメータで測定します。

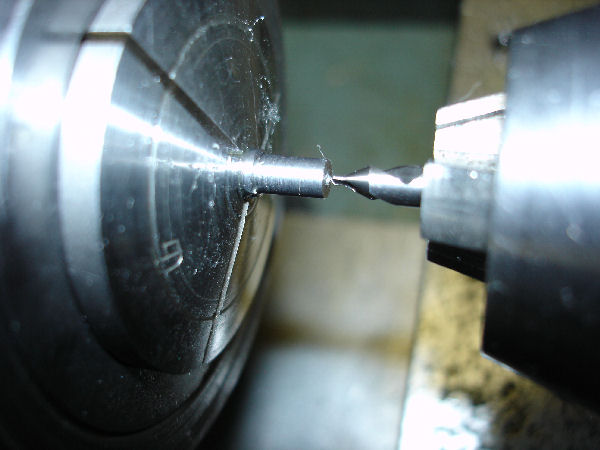
3.動輪車軸の両端にセンタドリルを押しておきます。
4.先台車用と動輪用の車軸を製作し、ついでに第1、第2、第3動輪用クランクピンも製作します。
クランクピンは連結棒等の固定用ネジ穴が必要ですので、ピンをくわえなおさずにネジ穴まで加工します。
クランクピンは連結棒等の固定用ネジ穴が必要ですので、ピンをくわえなおさずにネジ穴まで加工します。
5.車軸とクランクピンが完成したら、クランクピンと、その後車軸を圧入します。このとき念のためロックタイトを塗布しておきました。車軸を圧入するときは軸箱を忘れずに入れることです。また左右と各動輪のクランク位置関係が重要ですから、記事にしたがって調整しました。
